

سیستم تهویه با حجم جریان هوای (دبی) کم-سرعت بالا یک کاربرد منحصر بفرد از تهویه می باشد که از حجم کمی از هوا با سرعت بالا برای کنترل گرد و غبار ناشی از ابزارهای دستی قابل حمل و عملیات ماشینکاری به کار می رود. کنترل آلاینده با مکش مستقیم هوا در نقطه تولید گرد و غبار با استفاده از هودهای سفارشی و نزدیک به نقطه مذکور به دست می آید. سرعت مکش نسبتاً زیاد است اما دبی به دلیل فاصله کم با نقطه انتشار، کم است. برای انعطاف پذیری سیستم فوق، شیلنگ های پلاستیکی با قطر کوچک و سبک با تجهیزات قابل حمل استفاده می شود. علت استفاده از شیلنگ با قطر کم این است که سرعت مجرای نسبتاً بالایی ایجاد میکند، همچنین اجازه میدهد تا از تهویه برای ابزارهای قابل حمل نیز بتوان استفاده کرد، در غیر این صورت، در حالتی که با روشهای معمولی تهویه، به جریان بیشتر و اندازه کانال بزرگتر نیاز داریم که این خود موجب افزایش هزینه های راه اندازی می شود. مزیت دیگر این روش، کاهش نیاز هوای تامین است.
این روش کاربردهای متنوعی دارد.به طور مثال گرد و غبار حاصل ازدستگاه مته سنگ با استفاده از هود کوچک توخالی لاستیکی تعبیه شده روی مته فولادی کنترل می شود. هوا یا توسط یک هواکش چند مرحلهای و یا دمندههای با فشار مثبت یا فن هایی مشابه مکنده جاروبرقیهای صنعتی مکش می شود، بعضی ابزارآلات مجهز به سیستم تهویه خود کار هست که توسط سازنده آن روی آن نصب گردیده که مکش هوا را توسط هوای خروجی از موتور پنوماتیکی دیتگاه که از قسمت مخروطی انتهای آن قرار دارد، انجام می دهد. مثالی دیگر در مورد کاربرد های این روش می توان از اتصالات انعطاف پذیر یک سیستم خلاء مرکزی برای کمک به کنترل گرد و غبار در عملیات ماشینکاری نام برد. فشارهای استاتیک هود (SP) معمولاً بیش از 2 اینچ ستون جیوه (27.2 اینچ ستون آب) [6.8 کیلو پاسکال] و حداقل سرعت طراحی کانال (شلنگ) معمولاً بیشتر از 5000 fpm [25 متر بر ثانیه] در نظر گرفته میشوند. شیلنگ های انعطاف پذیر با قطر یک تا دو اینچ بر روی هودهای خروجی ساده که مستقیماً روی ابزار برش نصب می شوند استفاده می شود. در یک کاربرد مشابه برای دستگاه ماشینکاری، یک سیستم مکش مرکزی با استفاده از شیلنگ های انعطاف پذیر 1.5 اینچی [38 میلی متری] استفاده می شود. هودها معمولاً از مواد لوسیت یا شفاف ساخته می شود که جهت احاطه کردن ابزارهای برش و بسیاری از کارهای مشابه طراحی شده اند. نرخ جریان هوا خروجی از 120 تا 1500.75 acfm تا0.6 am³/sبا سرعت ورودی 11000 تا 14000 fpm (55تا70 m/s) متغیر است. در کاربرد دیگری، یک دستگاه سنباده محوری قابل حمل با یک هود خروجی کوچک اطراف لبه صفحه نصب شده است. تجهیزات انعطاف پذیری برای اتصال آن به شلنگ مانند یک جاروبرقی خانگی در نظر گرفته شده است.
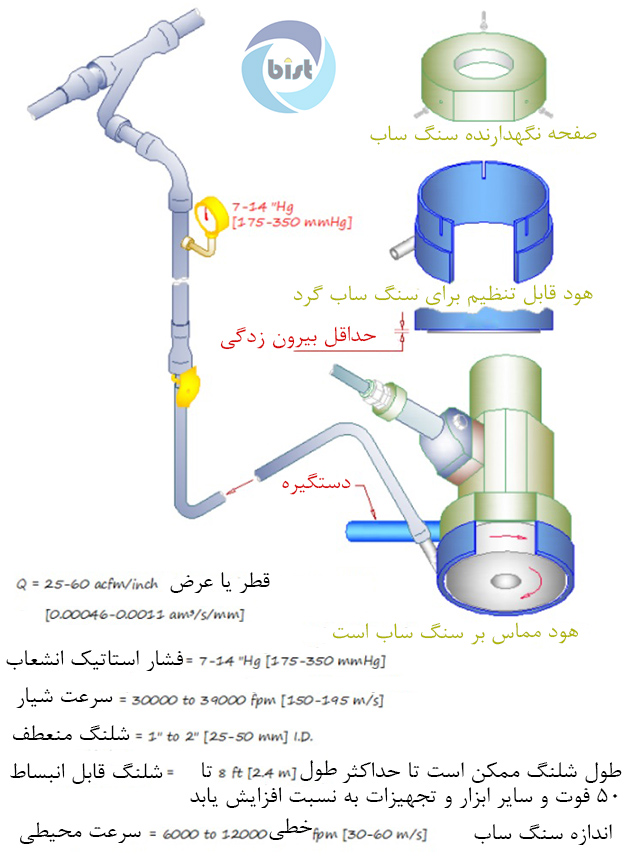
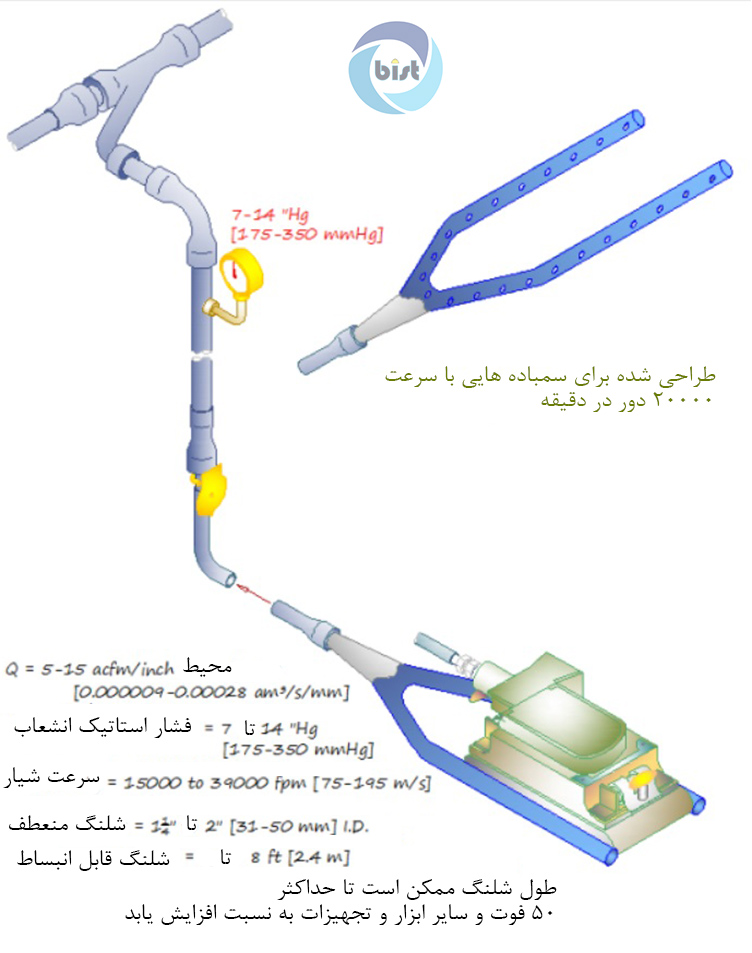
VS-40-01 تا VS-40-06 یک طراحی خاص از هودهای خروجی را نشان می دهد نرخ جریان هوای مورد نیاز از 60 acfm برای دستگاه تراش پنوماتیک و تا 380 acfm برای سنگ ساب قاب چرخان می باشد. به دلیل سرعت های ورودی بالا، فشارهای استاتیکی سیستم در محدوده 7اینچ تا 14 اینچ ستون جیوه (95 تا 190 اینچ جیوه) [24 کیلو پاسکال تا 48 کیلو پاسکال] است. این فشار بالا برای ایجاد سرعت های جذب بالا در منبع تولید آلاینده برای کنترل گرد و غبار در نظر گزفته شده زیرا گرد و غبار معمولاً با سرعت های بسیار بالا به اطراف پخش می شود. علاوه بر این، شلنگ های انعطاف پذیر کوچک می توانند به طور قابل توجهی کمتر دست و پا گیر باشند و در فضاهای تنگ جا شوند. با این حال، معایبی در ارتباط با سرعت های بالا وجود دارد که عبارتند از:
1) قطعات فلزی کوچک را می توان به داخل خود مکش کند
2) سیستم خنک کننده دستگاه ممکن است مختل شود
3) سطح صدای بسیار بالایی ممکن است تولید شود
طراحی- محاسبات
به استثنای سیستم اختصاصی ذکر شده، که به عنوان یک کاربرد عام توسعه یافته است، محاسبات طراحی برای این سیستم ها عمدتاً تجربی است و داده های عملکرد کمی برای کاربر در دسترس است. در عمل تهویه معمولی، در نظر گرفته میشود، زیرا فشارهای استاتیک تنها اندکی از فشار اتمسفر بیشتر است. همچنین در سیستم های LVHV، فشار بالا مورد نیاز مشکلاتی از جمله چگالی هوا، تراکم پذیری و ویسکوزیته هوا را ایجاد می کند که به راحتی قابل حل نیستند. همچنین، اطلاعات افت فشار برای لوله های با قطر کوچک، به ویژه لوله های انعطاف پذیر، معمولاً در دسترس نیستند. برای رسیدن به یم سیستم تهویه مطلوب، هواکش خروجی باید برای حداکثر دبی مورد نیاز انتخاب شود. افت فشار در لوله باید تا حد امکان پایین نگه داشته شود. طول لوله انعطاف پذیر با قطر کمتر از 1 تا 1.5 اینچ [25 تا 38 میلی متر] باید به 10 فوت [0.3 متر] یا کمتر محدود شود. در اکثر کاربری ها، مشکل جدی وجود ندارد. برای ارزیابی فشار استاتیک، به شکل 40-1 مراجعه کنید.
نکته اصلی در لولهکشی برای چنین سیستمهایی، سطوح داخلی صاف و سیقلی تر بهمنظور کاهش افت فشار در سرعتهای بالا و به حداقل رساندن اصطکاک است. از به کار بردن لوله معمولی با اتصالات رزوه ای باید اجتناب شود زیرا لبه لوله یا اتصالات نری که قطر کمتری نسبت به رزوه مادگی دارد، ناپیوستگی ایجاد می کند که افت فشار را افزایش می دهد. سرعت کانال همان است که در فصل 5 استاندارد ACGIH آمده است، مگر در مواردی که جرم آلاینده و گرد و خاک به تغییر در چگالی جریان هوا کمک می کند. (+5%) بابت نوسانات جریان مواد باید در محاسبه سرعت کانال در نظر گرفته شود.
برای سیستم های خروج گرد و غبار، یک جمع کننده گرد و غبارگیر خوب و جداکننده اولیه باید قبل از هواکش نصب شود تا از فرسایش تیغه های هواکش و کاهش عملکرد هواکش به دلیل به هم خوردن توازن و بالانس پره ها جلوگیری شود. توازن فشار نهایی سیستم را می توان با تغییر طول و قطر شیلنگ های کوچک انعطاف پذیر برفرار کرد.
باید تاکید کرد که اگرچه دادههای استاندارد های زیر تجربی هستند، اما سیستمهای LVHV به طراحی دقیقتری مانند سیستمهای معمولیتر نیاز دارند. از تغییرات ناگهانی جهت ها و اتصالات، کاهش و افزایش قطر باید اجتناب شود و همیشه باید مراقب بود که تلفات فشار به حداقل برسد.
همچنین می بایست در طراحی هود وزن اضافی هود نصب شده روی ابزار در نظر گرفته شود چرا که ممکن است هم خطر آفرین باشد هم موجب مشکلات ارگونومی کاربر شود .

شکل40-1 : جدول ضرایب افت فشار – کاربری های خلا

شکل VS-40-01 هود تخلیه ذرات برای دستگاه سنگ ساب با سری مخروطی
شکل VS-40-02 هود برای دستگاه سنگ با سری آسیاب و فرچه سیمی

شکل VS-40-03 هود جمع آوری تراشه ، پنوماتیک

شکل VS-40-04 هود تخلیه ذرات آسیاب با محور کوچک

شکل VS-40-05 هود تخلیه برای سمباده دیسکی
شکل VS-40-06 هود تخلیه ابزار سمباده لرزان

|
ابعاد(اینچ) |
نرخ دبی فوت مکعب بر دقیقه |
اطلاعات شلنگ پلاستیکی فرآیندها |
|
1-1.5 |
60-175 |
سمباده دیسکی با قطر 3-9 اینچ |
|
1.25 |
100 |
سمباده لرزان با اندازه 4-9 اینچ |
|
1-1.25 |
80-100 |
روتر با انداره 2/1-1 اینچ |
|
1 |
70 |
سمباده زنگوله ای 3 اینچ – 4000 فوت بر دقیقه |
|
1 |
60 |
تراش پنوماتیک |
|
1 |
70 |
سنگ ساب محوری |
|
1 |
60 |
سنگ سطح ساب 2/1 اینچ |
|
1.25 |
90 |
سنگ ساب مخروطی |
|
1.25 |
100 |
سنگ ساب 4 اینچ |
|
1.5 |
150 |
ساب فرچه ای 6 اینچ |
|
1.25 |
90 |
ساب فرچه سیمی 6 اینچ |
|
1 |
60 |
ساب فرچه سیمی دستی 3*7 اینچ |
|
1.5 |
175 |
دستگاه برش |
|
1.5 |
150 |
دستگاه کاتر |
|
1.5 |
120 |
کمان اره |
|
2.5 |
380 |
سنگ ساب قاب چرخان 2- 18 اینچ |
|
1.25 |
100 |
اره سایشی 3 اینچ |
نکات سیستم:
از لوله و اتصالات صاف باید در سراسر سیستم استفاده شود. هنگامی که سیستم برای جذب مواد ساینده استفاده می شود، بایستی از لوله های رده 40 و اتصالات چدنی یا مقاوم تر سیقلی، به جای لوله های عادی استفاده شود.
شکل VS-40-20 سیستم معمول برای حجم هوای کم و سرعت بالا (امپریال)

|
ابعاد(میلیمتر) |
نرخ دبی متر مکعب بر ثانیه |
اطلاعات شلنگ پلاستیکی فرآیندها |
|
25-38 |
0.03-0.088 |
سمباده دیسکی با قطر 75-225 میلیمتر |
|
31 |
0.05 |
سمباده لرزان با اندازه 100-225 میلیمتر |
|
25-31 |
0.04-0.05 |
روتر با انداره 3-25 میلیمتر |
|
25 |
0.035 |
سمباده زنگوله ای 75 میلیمتر – 20 متر بر ثانیه |
|
25 |
0.03 |
تراش پنوماتیک |
|
25 |
0.035 |
سنگ ساب محوری |
|
25 |
0.03 |
سنگ سطح ساب 6 میلیمتر |
|
31 |
0.045 |
سنگ ساب مخروطی |
|
31 |
0.05 |
سنگ ساب 100 میلیمتر |
|
38 |
0.075 |
ساب فرچه ای 150 میلیمتر |
|
31 |
0.045 |
ساب فرچه سیمی 150 میلیمتر |
|
25 |
0.03 |
ساب فرچه سیمی دستی 75*175 میلیمتر |
|
38 |
0.088 |
دستگاه برش |
|
38 |
0.075 |
دستگاه کاتر |
|
38 |
0.06 |
کمان اره |
|
63 |
0.19 |
سنگ ساب قاب چرخان 50- 450 میلیمتر |
|
31 |
0.05 |
اره سایشی 75 میلیمتر |
نکات سیستم:
از لوله و اتصالات صاف باید در سراسر سیستم استفاده شود. هنگامی که سیستم برای جذب مواد ساینده استفاده می شود، بایستی از لوله های رده DN 1000 و اتصالات چدنی یا مقاوم تر سیقلی، به جای لوله های عادی استفاده شود.
شکل VS-40-20 سیستم معمول برای حجم هوای کم و سرعت بالا (متریک)
جهت کسب اطلاعات بیشتر در رابطه با طراحی و اجرا سیستم های تهویه دستگاه های برش، سنگ ساب، سمباده و … می توانید با مهندسین مشاور بیست تماس حاصل فرمایید.